
Machining
Step 1: Choosing the Right Scope Body Material: A Summary of Commonly Used Materials for Scope Bodies
The development of scope body materials is closely tied to advancements in firearms and metalworking technologies. As firearms evolved into more precise and powerful weapons, scope body materials also underwent significant changes to meet increasing demands for functionality and durability. Below is a general overview of the historical development of scope body materials:
1. Early Materials (Steel)
In the earliest scope designs, steel was the primary material of choice due to its durability and strength, which allowed it to withstand the impact and vibrations during firearm use. However, steel had a significant drawback: its heavy weight. This made the overall firearm much heavier, making it difficult to carry or operate for extended periods. Currently, at FORESEEN OPTICS, only a few smaller accessories continue to use stainless steel because its strength is something conventional aluminum alloys cannot fully replace. As a result, some FORESEEN OPTICS customers still prefer ordering stainless steel rails.
2. The Rise of Aluminum Alloys
With the rise of the aviation industry, aluminum alloys gradually became the primary material for scope bodies. Aluminum alloys offer the advantage of being lightweight while maintaining sufficient structural strength, significantly reducing the weight of the scope. Additionally, aluminum alloys are highly resistant to corrosion, making them ideal for military applications in humid and harsh environments. Aluminum alloys are also relatively easy to process, enabling mass production.
Overview of Aluminum Alloy Heat Treatment: To maximize the performance of aluminum alloys, appropriate heat treatment processes are necessary. Depending on the application, FORESEEN OPTICS offers three treatment processes: T4, T5, and T6.
- T4: Aluminum alloy reaches the T4 state after natural aging (cooling back to room temperature). This process does not involve strengthening, making it suitable for applications with lower strength requirements.
- T5: After extrusion, aluminum alloy undergoes artificial aging (heating to a specific temperature) to reach its final strength. T5-treated materials have medium strength and are suitable for applications that require moderate mechanical performance without extreme strength.
- T6: T6 is the strengthened state for aluminum alloy, achieved through solution heat treatment and artificial aging, which enhances the material’s overall strength and hardness. For scopes, rails, and mounts requiring high strength, durability, and wear resistance, T6-treated aluminum alloy is the ideal choice.
Among FORESEEN OPTICS’ high-end clientele, aerospace-grade aluminum (6061-T6) is widely used, combined with anodizing processes to achieve a balance between strength and weight, making it ideal for high-frequency shooting. For more cost-conscious hunting brands, 6063-T5 material is often selected, which is sufficient for regular hunting and shooting activities. Below is a comparative chart compiled by FORESEEN OPTICS summarizing the basic strength indicators of commonly used aluminum alloys and steel materials.
| Material | Main ingredients | Tensile strength | Yield strength | Corrosion resistance | Material cost (reference price) | Oxidation cost | Processing difficulty | Scope of use |
| Steel | Fe, C, Mn, Cr, Ni etc. | 400-800 MPa | 250-600 MPa | Medium to high (depending on the specific steel grade) | lower | Higher (depending on specific processing) | high | rare |
| 7075 aluminum alloy | Al, Zn, Mg, Cu, Cr | 510-580 MPa | 430-480 MPa | medium | medium to high | medium | medium | rare |
| 6061 aluminum alloy | Al, Mg, Si, Cu, Cr | 290-310 MPa | 240 MPa | high | medium | medium | low to medium | universal |
| 6063 aluminum alloy | Al, Mg, Si | 205 MPa | 110 MPa | high | medium low | Low | low to medium | Cost or surface special requirements |
3. The Application of Titanium Alloys
In a small number of high-end and military-grade scopes, titanium alloys have gradually been introduced as part of the scope body material, such as for the eyepiece and objective covers, which are prone to impact during drops. Titanium alloys offer a higher strength-to-weight ratio, making them lighter and stronger than aluminum. Although the cost is extremely high, titanium alloys provide exceptional corrosion resistance and durability, making them suitable for prolonged use in extreme environments. FORESEEN OPTICS will closely monitor the cost changes of titanium materials and will launch our own titanium alloy scope solutions when market conditions are favorable.
4. The Emergence of Carbon Fiber and Composite Materials
In recent years, carbon fiber composite materials have gradually been introduced into scope manufacturing. This technology initially emerged in fighter jets and racing cars, using short-cut carbon fiber mixed with resin in high-strength injection molding processes. These materials can produce parts with steel-like strength but much lighter weight (lighter than any commonly used metal materials). Carbon fiber scopes not only have a weight advantage but also offer excellent impact resistance and environmental durability, making them particularly suitable for prolonged use in extreme weather conditions or for long-term carrying in combat environments.
FORESEEN is currently exploring two areas: the use of carbon fiber tubes to replace aluminum scope tubes and the use of carbon fiber resin composite materials for injection molding. The specific challenge of replacing aluminum tubes with carbon fiber tubes lies in the inability to machine an integrated tube using CNC technology. This prevents carbon fiber tubes from fully showcasing their strength advantage, as segmented tubes create weak points at the connection points, resulting in unstable product performance overall. The injection molding process for carbon fiber resin composites involves substantial upfront mold costs, far exceeding those of regular ABS molds. We hope that high-end brands will collaborate with us to push forward the testing and development of this technology.

Summarize
The evolution of scope body materials has progressed in tandem with advancements in firearms and metalworking industries. From the earliest steel to modern materials like aluminum alloys, titanium, and carbon fiber, each development has aimed to enhance the scope’s weight, strength, durability, and environmental adaptability. As material science continues to advance, scope materials and manufacturing technologies will continue to optimize.
Step 2: Choosing the Forming Process: Part Forming Techniques and Equipment in Scope Manufacturing
A scope typically consists of numerous parts. The processing of metal parts is usually divided into two main steps: the first step is the initial forming of the part, and the second step is precision machining to achieve accurate dimensions.
With over 30 years of experience in scope manufacturing, FORESEEN OPTICS has accumulated extensive expertise in forming processes, enabling us to provide high-quality solutions tailored to different forming needs. We understand that selecting the right forming process is critical for ensuring both the performance of the scope and cost control. Therefore, in our production process, depending on the product design and its intended use, we utilize various forming techniques such as forging, casting, and extrusion, while meticulously controlling every detail to ensure the final quality of our products.
1. Aluminum alloy forging:
Understanding and Experience at FORESEEN OPTICS:
Forging is a manufacturing process that enhances the internal strength of materials. For scope components that require high strength, FORESEEN OPTICS typically utilizes T6/T5 treated aluminum alloys, employing forging techniques to create parts that can withstand high stress, such as those required for military-grade products. Our engineers precisely control the forging temperature and mold design to ensure that the final products exhibit optimal mechanical performance and durability.
Process Description: Our forging process is particularly suited for applications demanding exceptional strength and durability, especially in the manufacturing of military and high-end hunting scopes, ensuring that the products maintain stable performance even in extreme environments. However, the forging process is complex in design, costly, and requires a higher minimum order quantity.
Customer group description: Our primary clientele includes extremely demanding military brands.

2. Aluminum alloy casting:
Understanding and Experience at FORESEEN OPTICS:
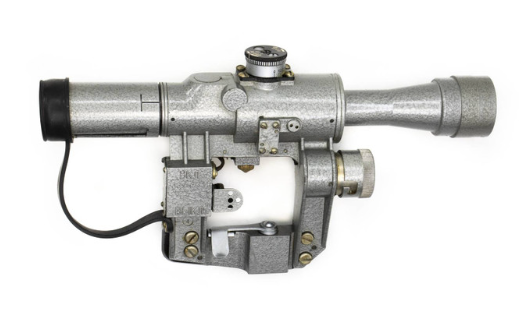
The casting process is suitable for parts that require complex geometries, such as the intricate shells of the SVD and various uniquely shaped large red dot sights. With high-precision molds and advanced casting technology, FORESEEN OPTICS is capable of mass-producing highly complex scope components, thereby reducing subsequent machining time and costs. Additionally, we place particular emphasis on controlling the temperature and solidification process during casting to minimize common defects such as porosity, ensuring the integrity and strength of each casting.
Process Description: FORESEEN OPTICS’s casting process ensures the high-precision manufacturing of complex parts while optimizing workflow to guarantee efficiency and quality stability in large-scale production. However, due to the lower strength of aluminum alloys used in die casting and insufficient material uniformity, defects such as porosity and sand holes are more likely to occur, resulting in a higher rate of defective products compared to forging and extrusion. Moreover, anodizing cannot be applied, limiting surface treatment options to painting.
Customer Base: Our clientele includes customers for SVD scopes, large red dot sights with complex dimensions, and those seeking cost-effective solutions for high-volume production.

3. Aluminum alloy extrusion molding:
Understanding and Experience at FORESEEN OPTICS:
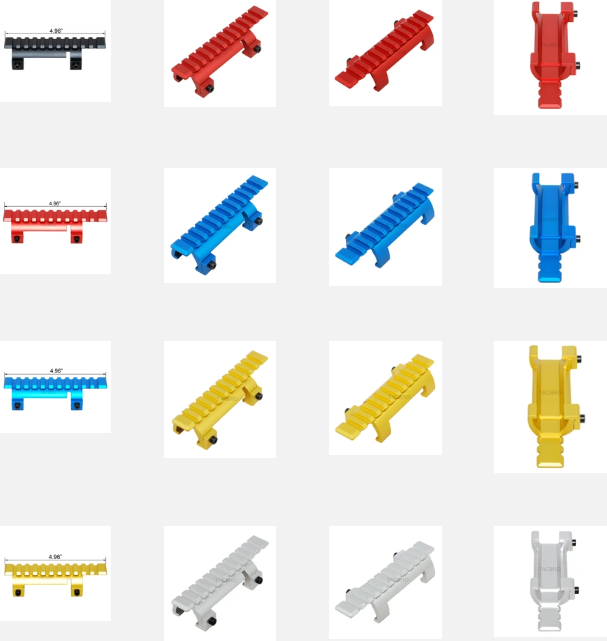
For scope mounts and rails that have a relatively simple structure but require high precision and consistency, FORESEEN OPTICS utilizes the aluminum extrusion forming process. We excel at using this technique to manufacture precise, uniformly cross-sectioned components. With meticulous mold design and processing, we are able to produce parts with exceptional surface finish and consistency, thereby reducing the need for subsequent machining.
Process Description:
The extrusion forming process is well-suited for high-volume production. FORESEEN OPTICS’s production line not only possesses efficient manufacturing capabilities but also ensures quality consistency for each batch of products. Especially in the manufacturing of scope mounts and rails, our process achieves a perfect balance between lightweight design and high precision.

4. CNC Integrated Machining (Multi-Axis CNC Machining Technology)
Understanding and Experience at FORESEEN OPTICS:
To meet the high standards of precision scope manufacturing, FORESEEN OPTICS employs advanced multi-axis CNC integrated machining technology. This process allows us to machine the entire scope body directly from a high-strength aluminum bar (such as 6061-T6 or 7075 aluminum alloy). Using multi-axis CNC equipment, we can complete the machining of complex shapes in a single setup, achieving high precision and consistency in part production.
Machining Process:
- A: Select the appropriate aluminum alloy material, such as 6061-T6 or 7075.
- B: Clamp the aluminum bar into the CNC machining center for multi-axis machining.
- C: Complete turning, drilling, internal cavity processing, and surface finishing in one operation.
- D: Follow up with surface treatments, such as anodizing or painting.
Advantages:
- High Precision: CNC machining enables micron-level precision control, ensuring that each scope body meets strict dimensional tolerance requirements. This is especially suitable for high-precision military and tactical scopes.
- Integrated Forming: This process eliminates the connections and joints between multiple parts in traditional assembly, greatly enhancing structural strength and stability while reducing assembly errors.
- High Flexibility: By adjusting the CNC programs, we can flexibly machine scope bodies of different designs and sizes, accommodating various market demands and customer customization requirements.
Disadvantages:
High Cost: Compared to other forming processes, CNC machining requires a significant initial investment in equipment and is time-consuming, making it suitable for small to medium-batch production or high-end custom products.

Advantages of FORESEEN OPTICS
FORESEEN OPTICS possesses advanced multi-axis CNC machining equipment (over 30 machines with 4, 5, and 6 axes) and extensive process experience, enabling us to offer highly customized scope products based on customer needs. We focus on every detail during the machining process to ensure that our products meet the highest precision standards. Through this machining process, we can ensure both the strength and accuracy of the scope body while providing flexible customization services tailored to different customer requirements, making our offerings more competitive in the high-end market for professional users.
In addition to the CNC-integrated machining mentioned above, the other three steps require further precision machining. To manufacture scope components in large volumes at lower costs, we match different machining equipment to the varying precision requirements of components. Typically, we consult with customers to find the best balance between cost and performance. Below are three types of machining equipment used in our workshop.
A: Manual Lathe Machining:
For certain very simple parts with low precision requirements, we use manual lathes. These lathes require only a straightforward operation, and workers do not need to make machine adjustments, as this equipment performs just one machining process for parts and remains unchanged for long periods.

B: Automatic Lathe Machining:
The majority of parts are processed using mainstream equipment such as automatic lathes, milling, and boring machines. FORESEEN ensures that the equipment is well-maintained to guarantee product precision. This method is suitable for products with general requirements and relatively simple designs, such as standard scope bodies and caps. However, since completing one shape usually involves several steps, there is a process of removing the part and re-clamping it, which leads to accumulated tolerances. For this reason, it is not recommended for producing high-end products. Additionally, some complex-shaped parts cannot be produced using standard lathes.

C: CNC Machining
CNC (Computer Numerical Control) Machining Centers are highly automated, multifunctional machines capable of multi-axis machining. Controlled by computers, they are designed to perform high-precision and complex machining tasks.
Features:
- Multifunctionality: CNC machining centers can perform various machining operations, such as milling, drilling, tapping, and boring, typically equipped with multi-axis (such as 3-axis, 4-axis, or 5-axis) control.
- High Precision: Due to precise computer control, CNC machining centers can achieve high accuracy and consistency in machining.
- High Automation: Equipped with an automatic tool changer (ATC), CNC machining centers can carry out multiple machining operations on a single workpiece without manual intervention.
- Programmable Control: Complex machining paths and operations can be programmed, making CNC machining suitable for manufacturing complex parts.
- Flexibility: Ideal for small-batch, multi-variety production, CNC machining offers high flexibility.
- Cost: Although CNC machines have high equipment and maintenance costs, they are well-suited for high-value precision machining.
At FORESEEN OPTICS, we typically opt for CNC machines with lower-axis configurations based on the complexity of the product’s design. This helps maintain product precision while minimizing costs, as higher-axis CNC machines can be significantly more expensive. A well-thought-out process design allows us to innovate in product design without unnecessarily increasing manufacturing costs.
Step 3: Matching Surface Treatment Processes to the Right Material: Anodizing, Coating, and Water Transfer Printing Techniques
Since aluminum alloy is currently the mainstream material for rifle scopes, the following will focus on detailed introductions of surface treatment processes specifically for this material.
1. Spray Coating:
Spray coating is a process that involves compressing and spraying paint onto the surface of an object. This technique is commonly used to provide aluminum alloys with enhanced corrosion resistance and abrasion protection. Typical spray coating materials include polyurethane and epoxy resin. At FORESEEN OPTICS, we offer a variety of color options, allowing for both matte and glossy finishes, particularly focused on the production of SVD rifle scopes.
Advantages:
The spray coating process effectively covers surfaces with complex shapes, providing an additional protective layer that reduces reflectivity, making it suitable for tactical applications.
Disadvantages:
Over time, the spray coating may gradually wear off. This method is best suited for certain die-cast aluminum components, such as the SVD series scopes and civilian replicas like the Trijicon series.
2. Anodizing
Anodizing is one of the most commonly used surface treatment processes for aluminum alloys. Through an electrochemical process, a layer of oxide film is formed on the surface of the aluminum alloy. This oxide layer enhances the corrosion resistance, wear resistance, and oxidation resistance of the alloy, and can also be dyed to achieve a variety of color options.
Appearance, Color, and Strength: The surface of anodized aluminum alloy can display a range of colors, including black, gray, green, and sand. The depth of the color depends on the thickness of the oxide film and the control of the dyeing process. After hundreds of product trials, FORESEEN OPTICS has found that 6063 aluminum alloy is typically more suitable for creating colored anodized finishes.
Advantages: Anodizing is cost-effective and adds minimal thickness to the product’s surface, which doesn’t interfere with assembly dimensions. It offers a variety of color choices with consistent color quality.
Disadvantages: Compared to coating, anodizing offers less scratch resistance. However, FORESEEN’s proprietary high-hardness anodizing process creates a thicker and harder oxide layer, which effectively resists scratches and impacts. This advanced process has gained recognition from more brands that place higher demands on appearance quality.
3. Water Transfer Printing
Water transfer printing is a technique used to apply complex patterns to irregular surfaces, widely used on the aluminum alloy bodies of rifle scopes. The process involves printing the pattern on a water-soluble film, then using water pressure to transfer it onto the aluminum alloy surface. FORESEEN OPTICS offers a variety of existing camouflage patterns suited to different environments, and also allows customers to design their own product patterns. We customize exclusive product designs for clients, particularly firearms manufacturers who seek uniform camouflage across firearms, mounts, and scopes—making this technique the best choice for them.
Advantages: It can achieve various complex camouflage and personalized patterns, especially suitable for camouflage needs in outdoor combat or hunting scenes. Common patterns include forest camouflage, desert camouflage, etc.

4. Surface camouflage (camouflage adhesive cloth):
Camouflage adhesive tape is a material that can be manually wrapped around the surface of a scope to achieve a camouflage effect. Unlike permanent treatments, the adhesive tape can be quickly replaced depending on the environment, offering greater flexibility. FORESEEN OPTICS provides various types of camouflage tape with excellent adhesion and long-lasting stickiness, making it easy to replace when needed.
Advantages: Camouflage adhesive tape is easy to use, effectively protecting the scope body while allowing quick changes to the camouflage effect based on the environment. It is a popular choice for snipers and tactical applications.
Disadvantages: The tape cannot be wrapped around areas where the scope contacts the mount, and it gradually loses adhesion over time, requiring periodic replacement.

5. Advanced process exploration—Ceramic Coating:
Ceramic-based coating is an emerging surface treatment process that has recently been applied in scenarios requiring extremely high wear resistance and corrosion protection. Cerakote, a patented technology from the U.S., is a popular ceramic-based coating that significantly enhances the durability and corrosion resistance of scopes, while offering a variety of colors and surface textures. FORESEEN OPTICS is currently in the early testing phase of this process, ensuring no patent infringement is involved.
Advantages: Ceramic coatings offer excellent heat resistance and superior protection, with over 90 color options available. This makes it widely used in tactical and military equipment.
Disadvantages: The cost is extremely high, and there is a lack of substantial feedback due to limited sample usage.
